Rapidly Detecting Pitting on a Refinery Flare Line
4/27/2016

Introduction
A refinery in KY was doing routine Ultrasonic Thickness grid testing on their flare line. They discovered localized areas of wall thinning and possible pitting. This discovery warranted a larger scope of inspection. Conducting a tighter UT grid inspection would still miss isolated pitting, and a 100% UT thickness survey would not be feasible. The refinery contacted TesTex Inc. for a quicker solution.The area of concern was the bottom area of the pipe from the 4 o’ clock position to the 8 o’ clock position. Because isolated pitting was the concern, it was determined that the TesTex PS-2000 Pipe Scanning System using Low Frequency Electromagnetic Technique (LFET) was best suited to finding these areas of concern.
Solution
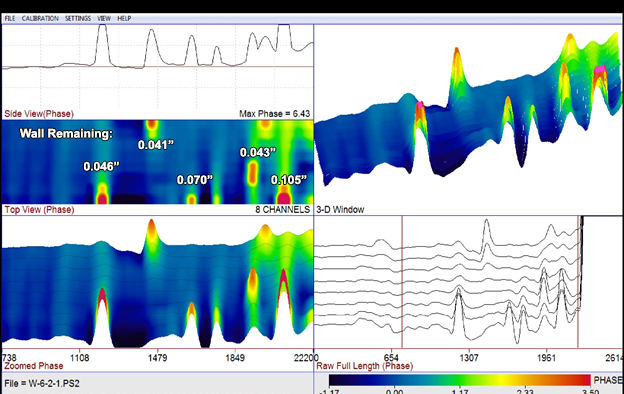
The pipe is a 48” diameter 0.375” nominal wall thickness carbon steel flare line, 100’ in length. TesTex technicians inspected the flare line using 4” wide sweeps with LFET pipe scanners. The PS-2000 system is specifically designed to quickly scan large areas to detect areas of wall loss in exactly this kind of scenario. Our system was able to identify (54) indications of wall loss with some readings as low as 0.041” wall thickness remaining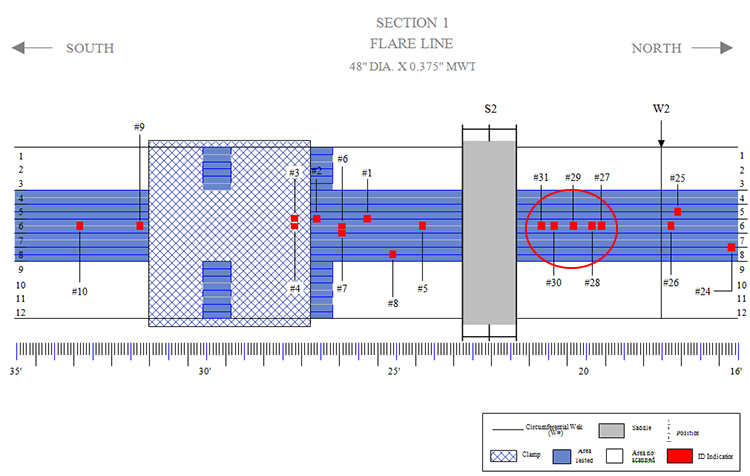
The LFET inspection took a two man team less than two shifts to scan the entire 100’ length, identify the (54) indications, and prove them up with UT. Using LFET was much faster than trying to do a 100% UT survey to find these flaws.
LFET is able to identify wall loss by detecting changes in the return signal from the low frequency electromagnetic field. The PS-2000 system typically uses a scanner with a driver coil and up to 8 pickup coils to read the return signal. LFET can be used as a rapid detection tool with Ultrasonics as a secondary prove-up. LFET can also be used as a quantitative NDT method.
All data is received in real time allowing for “on the spot” results.
Conclusion
When the refinery realized they had areas of isolated pitting they contacted TesTex Inc. to determine the scope of the problem. Our PS-2000 system was able to accurately identify (54) spots with some as low as 0.041” wall remaining of a nominal 0.375.” Our technology was determined to be a fast, accurate, and cost effective tool and a great alternative to UT spot checking given the large area to be inspected.If you would like to learn more about our inspections, our systems, or how they can be used on your site, please contact us at 412.798.8990 or click here.